

公司新聞
GB4806.14-2023食品接觸用紙盒標準要求廣州檢測實驗室
發布時間: 2024-01-15 18:35 更新時間: 2024-12-02 07:00
觀看GB4806.14-2023食品接觸用紙盒標準要求廣州檢測實驗室視頻
“食品接觸材料”(Food Contact Materials, 簡寫:FCM) 是指產品在正常使用中與食品有接觸的材料。因其與食品直接接觸,其安全性直接影響到食品的安全,這也是企業關鍵的控制點。食品接觸材料涉及的產品包括,食品包裝,餐具、廚具,食品加工機械廚電產品等,食品接觸材料包括:塑料、樹脂、橡膠、、金屬、合金、紙張、紙板、玻璃、陶瓷、瓷釉、著色劑、印刷油墨等。
因為作為食品的直接或間接接觸者,在食品的生產、儲存、運輸等過程中,食品接觸材料及制品不僅會影響食品的感官特性,更可能產生有毒有害物質(如重金屬、有毒添加劑)的遷移而引入非食品成分,進而影響食品安全,甚至危害健康。因此每個國家都對食品接觸材料的要求都是比較嚴格,每個國家的標準認證都不一樣。
自2016年原國家衛生計生委和食品藥品監管總局發布GB 4806.1-2016《食品安全國家標準 食品接觸材料及制品通用安全要求》等53項食品安全國家標準。GB4806系列標準是食品接觸材料及制品的測試標準,專門用于規范食品接觸材料及制品的安全性和適用性。這些標準確保了食品接觸材料在正常使用過程中不會對食品產生污染,從而保障消費者的健康。
2023年9月25日,國家衛生健康委員會發布了85項食品安全國家標準和3項修改單(衛健委2023年第6號公告),其中17項標準涉及食品接觸材料,包括5項產品標準(塑料、金屬、橡膠、復合材料、油墨)和12項方法標準(遷移通則、方法驗證通則、特定遷移量檢驗方法等)。
期中,GB 4806.14-2023《食品安全國家標準 食品接觸材料及制品用油墨》也在此時正式發布。
油墨為廣泛使用的化工產品,其生產和印刷環節均存在不同的風險。油墨印刷中多配套使用光油,以增強印刷層的相關性能。配套光油的成分及印刷工藝與油墨相似,其遷移風險與油墨基本相同,且行業中多將此類光油與油墨共同管理。食品接觸用材料及制品用油墨的生產和使用過程中添加顏料、助劑、連接樹脂和溶劑等多種化學品,可能存在重金屬遷移等問題,危害健康。
油墨標準于2016年立項,內容涵蓋了與油墨配套使用的光油,針對油墨生產及印刷過程中可能存在的問題,綜合考慮了油墨使用時,其遷移或剝落至食品的風險,制定了本標準。本標準進一步填補了食品安全國家標準體系關于食品接觸材料及制品用油墨的標準空白,并為油墨的生產和使用提供合規依據。

GB 4806.14-2023標準主要內容
1、范圍
適用于食品接觸材料及制品用油墨及其形成的印刷油墨層。
2、術語和定義
預期印刷在食品接觸材料及制品上,直接接觸食品或間接接觸食品但其成分可能轉移到食品中的油墨。也包括與油墨配套使用的光油。
3、產品分類
根據是否與食品直接接觸,分為直接接觸食品用油墨和間接接觸食品用油墨。
4、基本要求
● 確保符合通用安全標準GB 4806.1的要求。
● 在達到預期效果的情況下,印刷企業應盡量減少油墨使用量。
● 生產和印刷過程應符合GB 31603 GMP的要求。
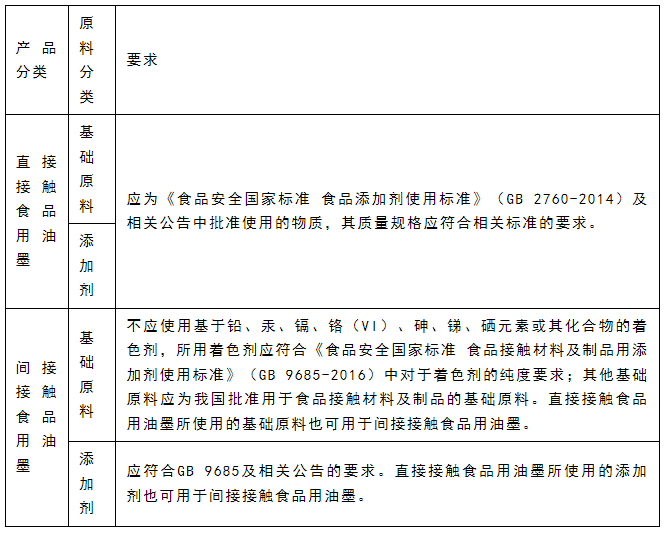
5、原料要求
● 直接接觸食品用油墨的基礎原料和添加劑應為GB 2760及相關公告中批準使用的物質,其質量規格應符合相關標準要求。
● 間接接觸食品用油墨中禁用基于鉛、汞、 鎘、鉻(VI)、砷、銻、硒等元素或其化合物的著色劑,著色劑純度應符合GB9685的規定。
● 間接接觸食品用油墨中所使用的基礎原料應為我國已批準用于食品接觸材料,添加劑應符合GB 9685及相關公告的要求。
● 直接接觸食品用油墨所使用的基礎原料和添加劑也可用于間接接觸食品用油墨。
6、感官要求
分為印刷油墨層和遷移浸泡液的要求。其中間接接觸食品油墨層為與其他產品標準的協調,浸泡液應按照直接接觸食品層相應食品安全國家標準的規定執行。
7、重金屬殘留量指標
針對油墨,規定5種重金屬殘留量,以油墨干重計。為便于標準實施,標準附錄A規定了相應的測定方法。
8、通用理化指標
● 針對直接接觸食品的印刷油墨層,在標準表3中設定總遷移量、高錳酸鉀消耗量、重金屬(以Pb計)。
● 僅印刷有間接食品接觸用油墨的產品,總遷移量、高錳酸鉀消耗量及重金屬指標按照直接接觸食品層材質的食品安全國家標準執行,芳香族伯胺遷移量則應符合本標準的規定。
● 芳香族伯胺遷移總量不得檢出,檢出限=0.01 mg/kg。該項目僅適用于含有芳香族異氰酸酯和偶氮類著色劑等可能產生芳香族伯胺類物質的印刷油墨層。對相關食品安全國家標準及公告中已有具體規定的芳香族伯胺,限量按照相關規定執行。
9、其他理化指標
間接接觸食品用油墨應符合 GB 9685、相關食品安全國家標準和公告中受限物質的限量要求。
10、遷移實驗
遷移試驗應按照GB 31604.1和GB 5009.156的規定執行。遷移試驗應選擇印刷有油墨的食品接觸材料及制品終產品,固化后測試。
11、標識標簽
除應符合GB 4806.1中通用規定外,標準要求油墨產品還應標示油墨是否可以用于直接接觸食品、推薦的印刷基材、印刷工藝及接觸食品類型等特殊使用要求。
GB 4806.14-2023標準從原料、添加劑到印刷要求及油墨和印刷油墨層等各方面,對食品接觸材料及制品用油墨作出規定。油墨作為一類特殊的食品接觸材料及制品用產品,不同的工藝過程及終產品應用等均會影響其安全衛生,因此需對關鍵關節加以控制。如何完成油墨和印刷產品質量安全提升,滿足標準要求,實現保障消費者健康的目標,需要我們產業鏈上每一名從業者的共同努力。
我們總部實驗室是食品接觸材料及制品檢測重點實驗室,可以做GB4806系列標準的測試,包括GB 4806.14-2023標準,出具的報告有資質認可。有檢測需求的企業可以與我們聯系。
聯系人:鄒工

間接油墨的相關要求
原料要求:①應使用我國批準用于食品接觸材料的基礎原料。②添加劑應符合GB 9685及相關公告的要求。③不應使用基于鉛,汞,鎘,鉻(VI),砷,銻,硒元素或其化合物的著色劑,所用著色劑應符合GB 9685中對于著色劑純度的要求。④可以使用直接油墨的原料和添加劑。
感官:油墨層無脫落、黏粘現象,無異臭、不潔物等。(此條針對印刷油墨層,不是液體油墨)
重金屬殘留量指標(以油墨干重計):鉛≤10mg/kg,汞≤10mg/kg,鎘≤5mg/kg,鉻≤25mg/kg,砷≤5mg/kg。
印刷油墨層理化指標:芳香族伯胺遷移總量不得檢出(檢出限0.01mg/kg)。
間接油墨所使用的的原料和添加劑需要符合相應的特定遷移量和殘留量的規定。
為保證食品接觸用油墨的安全性,標準規定了食品接觸材料及制品用油墨需要符合的基本要求:
作為食品接觸材料及制品的一種,食品接觸材料及制品用油墨應首先符合 GB 4806.1 的規定,其生產和印刷過程應符合 GB 31603 的規定。
油墨產品的生產及印刷環節均存在不同的安全風險,標準中針對不同的生產階段的特點劃分不同類型企業的職責及其控制措施。
考慮到標準中規定了油墨中允許使用樹脂、添加劑等均是經過安全性評估的物質名單,而并未規定具體的油墨允許使用的著色劑名單,且著色劑是重金屬及芳香胺的重要來源。
因此,本標準重點規定了食品接觸材料及制品用油墨及印刷有油墨的食品接觸材料及制品中重金屬和芳香族伯胺的限量要求。
為了提高車輛在碰撞中的整體性能,ICT的工程師們同時會計算出計算出纖維鋪放方法。T-RTM技術的另外一個優勢就是,熱塑性復合材料的生產成本以及制造部件的加工成本要比相同熱固性復合材料部件成本低5%左右。未來幾年,專家估計,這類熱塑性復合材料零部件將會用于汽車業和產業中。曾經,大多數汽車制造商采用鋼材制造汽車,今天的制造商將減低車身重量和節約制造成本放在首要位置。在材料的選擇上也更加廣泛,如鋼材,鋁材和纖維增強塑料。
C.工具及勞保有無準備,且是否干凈。開始操作::.打開電腦,升起升降機臺,拉出模具,下降升降機臺,打開上模,呈95度角以上。B.先用模撬將模具架起,用毛巾將模具內仁擦拭干凈。C.把初胚按正確的方法放入模具,不成型的部位,適當擦拭佳佳洗潔精(經配比后的,比例1:,抽出模撬,操作升降平臺將模具送入機臺加熱板。D.當定型結束機臺自動下降,操作升降機,將模具拉出打開上模,架好模撬,取出成品。檢查定型成品,有無品質問題。
一步法“注-吹”(Onestepinjection-Blowmolding)一步法“注-吹”是指注射和吹塑在同一臺機器上完成。根據不同的機種,通常分為三工位和二工位“注-吹”。三工位“注-吹”制瓶機的三個工位以12°角成等邊三角形分布,其中,工位為注射成型工位,第二工位為吹塑成型工位,第三工位為脫瓶工位。這三個工位可同時運行,不僅大大提高了生產效率,而且可與傳送帶連接,自動計數包裝,真正實現了塑料瓶生產全過程的“無人手接觸”,從而確保了產品的潔凈衛生。
因為作為食品的直接或間接接觸者,在食品的生產、儲存、運輸等過程中,食品接觸材料及制品不僅會影響食品的感官特性,更可能產生有毒有害物質(如重金屬、有毒添加劑)的遷移而引入非食品成分,進而影響食品安全,甚至危害健康。因此每個國家都對食品接觸材料的要求都是比較嚴格,每個國家的標準認證都不一樣。
自2016年原國家衛生計生委和食品藥品監管總局發布GB 4806.1-2016《食品安全國家標準 食品接觸材料及制品通用安全要求》等53項食品安全國家標準。GB4806系列標準是食品接觸材料及制品的測試標準,專門用于規范食品接觸材料及制品的安全性和適用性。這些標準確保了食品接觸材料在正常使用過程中不會對食品產生污染,從而保障消費者的健康。
2023年9月25日,國家衛生健康委員會發布了85項食品安全國家標準和3項修改單(衛健委2023年第6號公告),其中17項標準涉及食品接觸材料,包括5項產品標準(塑料、金屬、橡膠、復合材料、油墨)和12項方法標準(遷移通則、方法驗證通則、特定遷移量檢驗方法等)。
期中,GB 4806.14-2023《食品安全國家標準 食品接觸材料及制品用油墨》也在此時正式發布。
油墨為廣泛使用的化工產品,其生產和印刷環節均存在不同的風險。油墨印刷中多配套使用光油,以增強印刷層的相關性能。配套光油的成分及印刷工藝與油墨相似,其遷移風險與油墨基本相同,且行業中多將此類光油與油墨共同管理。食品接觸用材料及制品用油墨的生產和使用過程中添加顏料、助劑、連接樹脂和溶劑等多種化學品,可能存在重金屬遷移等問題,危害健康。
油墨標準于2016年立項,內容涵蓋了與油墨配套使用的光油,針對油墨生產及印刷過程中可能存在的問題,綜合考慮了油墨使用時,其遷移或剝落至食品的風險,制定了本標準。本標準進一步填補了食品安全國家標準體系關于食品接觸材料及制品用油墨的標準空白,并為油墨的生產和使用提供合規依據。
GB 4806.14-2023標準主要內容
1、范圍
適用于食品接觸材料及制品用油墨及其形成的印刷油墨層。
2、術語和定義
預期印刷在食品接觸材料及制品上,直接接觸食品或間接接觸食品但其成分可能轉移到食品中的油墨。也包括與油墨配套使用的光油。
3、產品分類
根據是否與食品直接接觸,分為直接接觸食品用油墨和間接接觸食品用油墨。
4、基本要求
● 確保符合通用安全標準GB 4806.1的要求。
● 在達到預期效果的情況下,印刷企業應盡量減少油墨使用量。
● 生產和印刷過程應符合GB 31603 GMP的要求。
5、原料要求
● 直接接觸食品用油墨的基礎原料和添加劑應為GB 2760及相關公告中批準使用的物質,其質量規格應符合相關標準要求。
● 間接接觸食品用油墨中禁用基于鉛、汞、 鎘、鉻(VI)、砷、銻、硒等元素或其化合物的著色劑,著色劑純度應符合GB9685的規定。
● 間接接觸食品用油墨中所使用的基礎原料應為我國已批準用于食品接觸材料,添加劑應符合GB 9685及相關公告的要求。
● 直接接觸食品用油墨所使用的基礎原料和添加劑也可用于間接接觸食品用油墨。
6、感官要求
分為印刷油墨層和遷移浸泡液的要求。其中間接接觸食品油墨層為與其他產品標準的協調,浸泡液應按照直接接觸食品層相應食品安全國家標準的規定執行。
7、重金屬殘留量指標
針對油墨,規定5種重金屬殘留量,以油墨干重計。為便于標準實施,標準附錄A規定了相應的測定方法。
8、通用理化指標
● 針對直接接觸食品的印刷油墨層,在標準表3中設定總遷移量、高錳酸鉀消耗量、重金屬(以Pb計)。
● 僅印刷有間接食品接觸用油墨的產品,總遷移量、高錳酸鉀消耗量及重金屬指標按照直接接觸食品層材質的食品安全國家標準執行,芳香族伯胺遷移量則應符合本標準的規定。
● 芳香族伯胺遷移總量不得檢出,檢出限=0.01 mg/kg。該項目僅適用于含有芳香族異氰酸酯和偶氮類著色劑等可能產生芳香族伯胺類物質的印刷油墨層。對相關食品安全國家標準及公告中已有具體規定的芳香族伯胺,限量按照相關規定執行。
9、其他理化指標
間接接觸食品用油墨應符合 GB 9685、相關食品安全國家標準和公告中受限物質的限量要求。
10、遷移實驗
遷移試驗應按照GB 31604.1和GB 5009.156的規定執行。遷移試驗應選擇印刷有油墨的食品接觸材料及制品終產品,固化后測試。
11、標識標簽
除應符合GB 4806.1中通用規定外,標準要求油墨產品還應標示油墨是否可以用于直接接觸食品、推薦的印刷基材、印刷工藝及接觸食品類型等特殊使用要求。
GB 4806.14-2023標準從原料、添加劑到印刷要求及油墨和印刷油墨層等各方面,對食品接觸材料及制品用油墨作出規定。油墨作為一類特殊的食品接觸材料及制品用產品,不同的工藝過程及終產品應用等均會影響其安全衛生,因此需對關鍵關節加以控制。如何完成油墨和印刷產品質量安全提升,滿足標準要求,實現保障消費者健康的目標,需要我們產業鏈上每一名從業者的共同努力。
我們總部實驗室是食品接觸材料及制品檢測重點實驗室,可以做GB4806系列標準的測試,包括GB 4806.14-2023標準,出具的報告有資質認可。有檢測需求的企業可以與我們聯系。
聯系人:鄒工
間接油墨的相關要求
原料要求:①應使用我國批準用于食品接觸材料的基礎原料。②添加劑應符合GB 9685及相關公告的要求。③不應使用基于鉛,汞,鎘,鉻(VI),砷,銻,硒元素或其化合物的著色劑,所用著色劑應符合GB 9685中對于著色劑純度的要求。④可以使用直接油墨的原料和添加劑。
感官:油墨層無脫落、黏粘現象,無異臭、不潔物等。(此條針對印刷油墨層,不是液體油墨)
重金屬殘留量指標(以油墨干重計):鉛≤10mg/kg,汞≤10mg/kg,鎘≤5mg/kg,鉻≤25mg/kg,砷≤5mg/kg。
印刷油墨層理化指標:芳香族伯胺遷移總量不得檢出(檢出限0.01mg/kg)。
間接油墨所使用的的原料和添加劑需要符合相應的特定遷移量和殘留量的規定。
為保證食品接觸用油墨的安全性,標準規定了食品接觸材料及制品用油墨需要符合的基本要求:
作為食品接觸材料及制品的一種,食品接觸材料及制品用油墨應首先符合 GB 4806.1 的規定,其生產和印刷過程應符合 GB 31603 的規定。
油墨產品的生產及印刷環節均存在不同的安全風險,標準中針對不同的生產階段的特點劃分不同類型企業的職責及其控制措施。
考慮到標準中規定了油墨中允許使用樹脂、添加劑等均是經過安全性評估的物質名單,而并未規定具體的油墨允許使用的著色劑名單,且著色劑是重金屬及芳香胺的重要來源。
因此,本標準重點規定了食品接觸材料及制品用油墨及印刷有油墨的食品接觸材料及制品中重金屬和芳香族伯胺的限量要求。
為了提高車輛在碰撞中的整體性能,ICT的工程師們同時會計算出計算出纖維鋪放方法。T-RTM技術的另外一個優勢就是,熱塑性復合材料的生產成本以及制造部件的加工成本要比相同熱固性復合材料部件成本低5%左右。未來幾年,專家估計,這類熱塑性復合材料零部件將會用于汽車業和產業中。曾經,大多數汽車制造商采用鋼材制造汽車,今天的制造商將減低車身重量和節約制造成本放在首要位置。在材料的選擇上也更加廣泛,如鋼材,鋁材和纖維增強塑料。
C.工具及勞保有無準備,且是否干凈。開始操作::.打開電腦,升起升降機臺,拉出模具,下降升降機臺,打開上模,呈95度角以上。B.先用模撬將模具架起,用毛巾將模具內仁擦拭干凈。C.把初胚按正確的方法放入模具,不成型的部位,適當擦拭佳佳洗潔精(經配比后的,比例1:,抽出模撬,操作升降平臺將模具送入機臺加熱板。D.當定型結束機臺自動下降,操作升降機,將模具拉出打開上模,架好模撬,取出成品。檢查定型成品,有無品質問題。
一步法“注-吹”(Onestepinjection-Blowmolding)一步法“注-吹”是指注射和吹塑在同一臺機器上完成。根據不同的機種,通常分為三工位和二工位“注-吹”。三工位“注-吹”制瓶機的三個工位以12°角成等邊三角形分布,其中,工位為注射成型工位,第二工位為吹塑成型工位,第三工位為脫瓶工位。這三個工位可同時運行,不僅大大提高了生產效率,而且可與傳送帶連接,自動計數包裝,真正實現了塑料瓶生產全過程的“無人手接觸”,從而確保了產品的潔凈衛生。
其他新聞
- GB4806.14-2023油墨食品用制品標準解讀認可實驗室 2024-12-02
- GB4806.14-2023食品接觸用包裝袋標準解讀檢測實驗室 2024-12-02
- GB4806.14-2023食品接觸用紙杯質量控制國內檢測機構 2024-12-02
- GB4806.14-2023食品接觸材料及制品用油墨標準要求國內第三方實驗室 2024-12-02
- GB4806.14-2023食品接觸用紙盒標準解讀國內第三方實驗室 2024-12-02
- GB4806.14-2023食品接觸用包裝紙質量要求廣州檢測實驗室 2024-12-02
- GB4806.14-2023食品接觸用水性油漆生產要求資質檢測公司 2024-12-02
- GB4806.14-2023食品接觸用產品標準要求國內檢測機構 2024-12-02
- GB4806.14-2023食品接觸用紙盒質量要求國內第三方實驗室 2024-12-02
- GB4806.14-2023食品接觸用產品生產要求第三方實驗室 2024-12-02
- GB4806.14-2023食品接觸材料及制品用油墨標準解讀國內檢測機構 2024-12-02
- GB4806.14-2023食品接觸用產品標準內容國內第三方實驗室 2024-12-02
- GB4806.14-2023食品接觸用產品質量要求認可實驗室 2024-12-02
- GB4806.14-2023食品接觸用包裝袋質量要求第三方實驗室 2024-12-02
- GB4806.14-2023油墨食品用制品生產要求檢測實驗室 2024-12-02
產品分類
聯系方式
- 電 話:13760668881
- 銷售工程師:鄒工
- 手 機:13760668881
- 微 信:13760668881











