

食品接觸用炊具出口日本檢測報告廣州第三方檢測機構
    | 更新時間 2024-12-04 07:00:00 價格 請來電詢價 日本標準 厚生勞動省370公告 報告用途 質量自控、出口日本通關 檢測周期 8-9工作日 聯系電話 13760668881 聯系手機 13760668881 聯系人 鄒工 立即詢價 |

詳細介紹
來源 | 國家食品接觸材料檢測重點實驗室(廣東),IQTC,原標題《日本食品接觸材料正清單重要更新,出口企業需關注!》
作者 | 尹琴、丁曉
責編 | 潘靜靜 博士
在2020年6月1日首版清單發布后,日本厚生勞動省不斷征集行業意見并發布多版草案。2023年10月4日,日本厚生勞動省更新修訂了正清單中基礎樹脂的分類和添加劑使用原則。2023年10月12日,日本厚生勞動省增補基礎樹脂的單體組合清單。
背景
根據《食品衛生法》,日本厚生勞動省引入了正面清單制度,只允許在食品、容器和包裝中使用經過安全評估過的物質。2020年4月28日,日本厚生勞動省196號告示與首版 (食品接觸用合成樹脂及其添加劑的) 正面清單共同發布,并于 2020年6月1日起實施。此后,日本厚生勞動省征集行業意見并發布多版草案。
厚生勞動省発生食 0404 第6號
2023年4月4日厚生勞動省就有關食品衛生法第18條第3項“政令規定的材質的原材料,以及包含在其中的物質”的同條第1項規格的修訂征求事務及食品衛生委員會食品衛生小組委員會的意見,2023年10月4日該委員會經過評議后將討論的結果進行了報告,主要內容為正面清單的修訂總結。
具體修訂內容總結為:
1. 根據經營者此前對實際使用情況的意見,在確認和整理一定安全性的基礎上,分別對基材(附件表1)和添加劑(附件表2)重新整理了清單。
2. 將基材名稱從原料基礎名稱改為根據聚合物特征分組的物質名稱,并將性質相似的樹脂合并為五種合成樹脂類別。此外,刪除了可使用食品種類、溫度、特別說明事項欄。由于產品經常使用多種原材料,每種產品的適當使用方法各不相同,厚生省考慮根據《食品衛生法》第52條規定,為每個企業制定一項單獨的管理規定,作為對生產或容器包裝的營業設施的衛生管理和其他公共衛生的必要措施。此外,規定基材的分子量為1000或更高,其轉移到食品中的可能性較低,即使轉移到食品中,也不會被生物吸收。
3. 添加劑從物性、實際使用情況等分為以下兩組。在第1組中,基于充分的使用經驗,在歐洲和美國進行了風險評估,或物質是聚合物,在第2組中,基于個體試驗數據,文獻信息,定量構效關系(QSAR),確認了遺傳毒性的安全性。
<組1>
● 作為食物和飲料的主要成分被攝取的物質(、容器包裝的暴露量的貢獻率低)
● 在日本作為食品添加劑被認可使用的物質(作為食品添加劑進行風險管理的物質,、容器包裝的暴露量貢獻率低)
● 在歐洲和美國被認可作為食品添加劑使用的物質(在歐洲和美國作為食品添加劑進行風險評估并進行風險管理,和容器包裝的暴露量的貢獻率較低)
● 在歐美作為合成樹脂的添加劑被認可使用的物質(在歐美已經進行了風險評估,在日本的實際使用情況與歐美沒有太大的變化)
● 添加劑中分子量為1000以上的物質(被認為轉移到食品中的可能性很低,即使轉移也不會被生物吸收)
<組2>
不屬于第1組的物料,且在日本有過使用記錄
4. 基材(附件表1)將基礎聚合物分為5大類別:

5. 添加劑(附件表2)
表2許可了827種添加劑,對允許使用的添加劑列表中列出了添加劑的序號、名稱,以及在 5 種類別聚合物中的用量限制和特定要求
6. 基材單體組合表
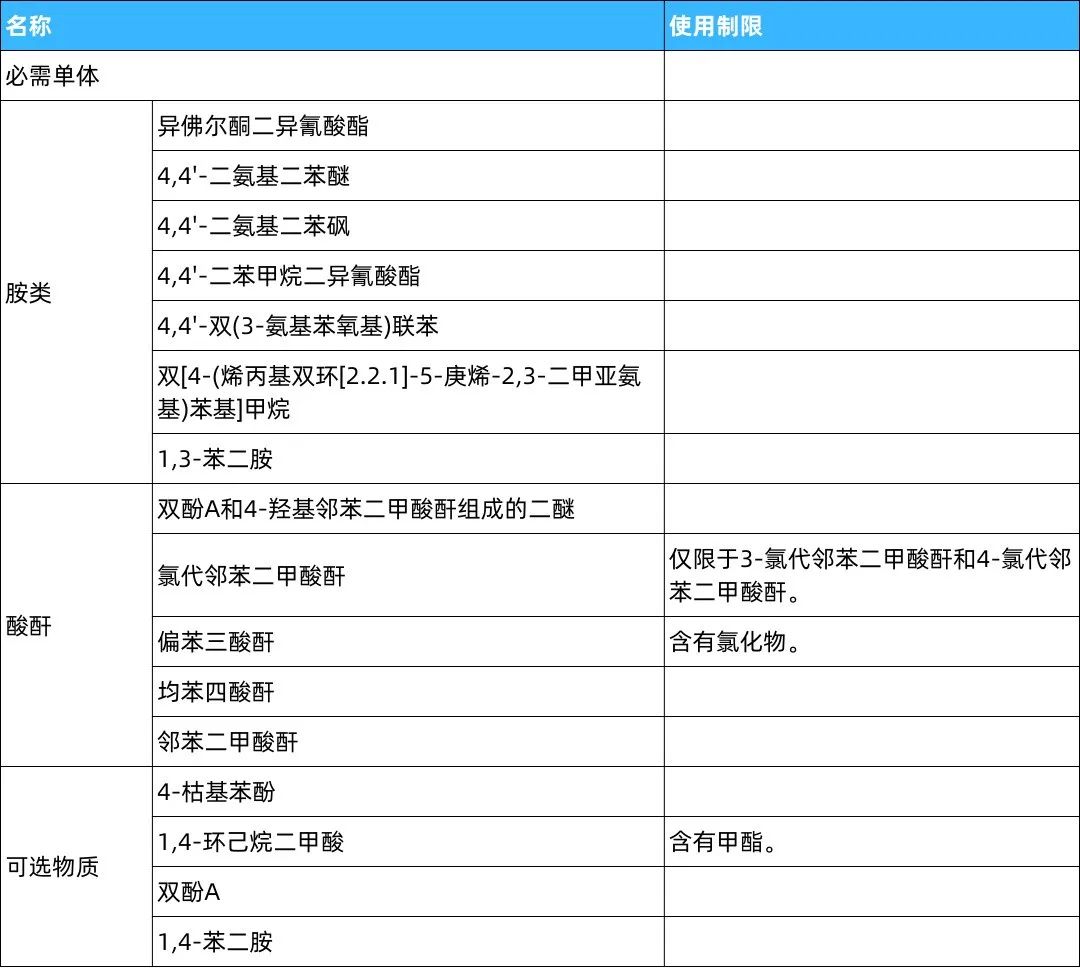
2023年10月12日,厚生勞動省補充更新了附件表1 中基材的單體組合清單,包含了21種基礎聚合物,基礎聚合物由必需單體、可選物質和必要或非必要化學處理物質構成,其中必需單體合計必須超過50%,由可選物質組成的部分分子量必須小于1000Da。
例如,以酰亞胺鍵為主的聚合物的組成要求如下:
過渡期
正面清單的實施有5年過渡期 (2020.6.1-2025.5.31) ,當5年過渡期結束 (2025.5.31) 后,相關廠商所生產、銷售的合成樹脂則必須要符合正面清單的要求。
IQTC建議
提醒相關生產和出口企業需要重點關注此正面清單,在正面清單實施后,務必保證所生產、銷售的合成樹脂都符合正面清單的要求,以免造成通關受阻。
來源 | 國家食品接觸材料檢測重點實驗室(廣東),IQTC,原標題《日本食品接觸材料正清單重要更新,出口企業需關注!》
作者 | 尹琴、丁曉
責編 | 潘靜靜 博士
——————
我們總部實驗室是國家食品接觸材料檢測重點實驗室,可以做食品接觸材料GB4806系列標準檢測,也可以做日本厚生勞動省370公告要求的食品接觸材料檢測。有需求的企業可以與我們聯系。
聯系人:鄒工

食品接觸材料(Food Contact Material,以下簡稱FCM)是指與食品接觸的包裝、容器、以及加工器械等,在我們日常生活中隨處可見。FCM制品通常是由不同種類的化學物質,經過工業加工而成,在實際使用時,殘留其中的化學物質可能會向所接觸的食品發生遷移,從而污染食品,因此,FCM制品的質量直接關系到食品的安全。
在日本,食品安全法(日本1947年第233號法規)作為食品及與食品接觸相關制品衛生安全的法律,對FCM的產品質量提出了一系列基本要求。此外,在日本食品安全法中,FCM又簡稱UCP,根據與食品接觸的時間和功能不同,主要分為食品容器/包裝,和用于食品加工、烹飪用的兩大類。為了落實食品安全法對FCM提出的衛生安全要求,日本衛生和勞動福利部(簡稱MHLW)根據FCM用途和材質的不同,制定了通用、特定材料以及特定用途3大類監管要求。
2021年12月24日版本清單 新增125種可安全用于食品接觸材料的物質。具體修訂清單包括:
基礎聚合物(塑料)增加22種新物質、刪除2個物質,對20個物質的名稱、CAS或特殊限制要求進行了修訂。對1個物質的可接觸食品類型進行了修訂。
基礎聚合物(涂層)正清單增加55種新物質、刪除1個物質,對8個物質的名稱、CAS或特殊限制要求進行了修訂。
基礎聚合物(微量單體)增加2種新物質。
添加劑正清單增加46種新物質,對56個物質的名稱或CAS進行了修訂,62個物質的使用限量或特殊限制要求進行了修訂。另外添加劑正清單還預計對部分物質進行整合。
日本的食品接觸腳相關要求基本應其在1947年頒布的《食品衛生法》(Food Sanitation Law 370),日本厚生勞動省負責為食品 衛生法制定相關的配套標準。1959年發布的第370公吉《食品、食品添加劑等的規范標準》中的第三章則是關于食品容器、和包裝 的規定。
R=1.時,在老化后微孔PU彈性體的硬度幾乎不變;R=1.5的彈性體硬度在老化后略有增加。壓縮變定R值不同制得的兩種密度相同的微孔彈性體在維持壓縮5%下,于7℃空氣中老化22h和72h后的壓縮變定。在7℃老化下,R值為1.5的微孔彈性體的壓縮變形小,壓縮變定性能優于R值為1.的彈性體。這是因為R值從1.變化到1.5時,彈性體的交聯密度增加,微孔PU彈性體的壓縮變形較小。
Dyneon目前正在研究把可控結構的烴類嵌段共聚物作為相容劑和偶聯劑,用于納米熔融混合法制備的蒙脫土/聚烯烴(苯)納米復合材料。據內爾森稱,這些新開發的C:M助劑為納米粘土提供了良好的分散性能以及與樹脂母體間堅固的界面。在親水的粘土和憎水的聚烯烴母體間由于不相容,粘土的分散通常收到阻礙。另外,粘土層間有強烈的相互集聚的傾向,這使粘土難于分散于聚合物。現有的助劑包括馬來酸酐接枝聚烯烴可以增強有機改性粘土的剝離和分散,但其缺點非常明顯:添加量很大。
UV射線通過玻璃罩照射在一薄層液態光敏樹脂表面,玻璃罩上透光部分與零件截面形狀相同,零件截面形狀部分被固化,其余部分仍為液態樹脂,將其吸掉,然后用蠟代替它。下一層零件就可以在此基礎上進行制做,當零件的所有層均制做完成后,整個零件就被埋置在一大塊蠟之中。可以通過熔化將蠟去除掉,剩下的就是由完全固化的樹脂形成的零件。此外,還有一些較為成熟的RP技術,,3DP(Three-DimensionalPrinting)工藝,即三維印刷或三維打印,它采用逐點噴灑粘結劑來粘結粉末材料來制造原型;BPM(BallisticParticleManufacturing)工藝,即彈道粒子制造,它采用具有五軸自由度的噴頭噴射熔融材料的方法來制造原型;PCM(PatternlessCastingManufacturing)工藝,即無木模鑄造,它采用逐點噴灑粘結劑和催化劑的方法來實現鑄造沙粒間的粘結,這一技術由清華大學開發成功;MJS(MultipleJetSolidification)工藝,亦稱為多相噴射固化,它采用活塞擠壓熔融材料使其連續地擠出噴嘴方法來堆積成形;CC(ContourCraft)工藝,亦稱為輪廓成形工藝,它采用堆積輪廓和澆鑄熔融材料相結合的方法來制造原型,這種工藝在堆積輪廓時采用了簡單的模具等。
作者 | 尹琴、丁曉
責編 | 潘靜靜 博士
在2020年6月1日首版清單發布后,日本厚生勞動省不斷征集行業意見并發布多版草案。2023年10月4日,日本厚生勞動省更新修訂了正清單中基礎樹脂的分類和添加劑使用原則。2023年10月12日,日本厚生勞動省增補基礎樹脂的單體組合清單。
背景
根據《食品衛生法》,日本厚生勞動省引入了正面清單制度,只允許在食品、容器和包裝中使用經過安全評估過的物質。2020年4月28日,日本厚生勞動省196號告示與首版 (食品接觸用合成樹脂及其添加劑的) 正面清單共同發布,并于 2020年6月1日起實施。此后,日本厚生勞動省征集行業意見并發布多版草案。
厚生勞動省発生食 0404 第6號
2023年4月4日厚生勞動省就有關食品衛生法第18條第3項“政令規定的材質的原材料,以及包含在其中的物質”的同條第1項規格的修訂征求事務及食品衛生委員會食品衛生小組委員會的意見,2023年10月4日該委員會經過評議后將討論的結果進行了報告,主要內容為正面清單的修訂總結。
具體修訂內容總結為:
1. 根據經營者此前對實際使用情況的意見,在確認和整理一定安全性的基礎上,分別對基材(附件表1)和添加劑(附件表2)重新整理了清單。
2. 將基材名稱從原料基礎名稱改為根據聚合物特征分組的物質名稱,并將性質相似的樹脂合并為五種合成樹脂類別。此外,刪除了可使用食品種類、溫度、特別說明事項欄。由于產品經常使用多種原材料,每種產品的適當使用方法各不相同,厚生省考慮根據《食品衛生法》第52條規定,為每個企業制定一項單獨的管理規定,作為對生產或容器包裝的營業設施的衛生管理和其他公共衛生的必要措施。此外,規定基材的分子量為1000或更高,其轉移到食品中的可能性較低,即使轉移到食品中,也不會被生物吸收。
3. 添加劑從物性、實際使用情況等分為以下兩組。在第1組中,基于充分的使用經驗,在歐洲和美國進行了風險評估,或物質是聚合物,在第2組中,基于個體試驗數據,文獻信息,定量構效關系(QSAR),確認了遺傳毒性的安全性。
<組1>
● 作為食物和飲料的主要成分被攝取的物質(、容器包裝的暴露量的貢獻率低)
● 在日本作為食品添加劑被認可使用的物質(作為食品添加劑進行風險管理的物質,、容器包裝的暴露量貢獻率低)
● 在歐洲和美國被認可作為食品添加劑使用的物質(在歐洲和美國作為食品添加劑進行風險評估并進行風險管理,和容器包裝的暴露量的貢獻率較低)
● 在歐美作為合成樹脂的添加劑被認可使用的物質(在歐美已經進行了風險評估,在日本的實際使用情況與歐美沒有太大的變化)
● 添加劑中分子量為1000以上的物質(被認為轉移到食品中的可能性很低,即使轉移也不會被生物吸收)
<組2>
不屬于第1組的物料,且在日本有過使用記錄
4. 基材(附件表1)將基礎聚合物分為5大類別:
5. 添加劑(附件表2)
表2許可了827種添加劑,對允許使用的添加劑列表中列出了添加劑的序號、名稱,以及在 5 種類別聚合物中的用量限制和特定要求
6. 基材單體組合表
2023年10月12日,厚生勞動省補充更新了附件表1 中基材的單體組合清單,包含了21種基礎聚合物,基礎聚合物由必需單體、可選物質和必要或非必要化學處理物質構成,其中必需單體合計必須超過50%,由可選物質組成的部分分子量必須小于1000Da。
例如,以酰亞胺鍵為主的聚合物的組成要求如下:
過渡期
正面清單的實施有5年過渡期 (2020.6.1-2025.5.31) ,當5年過渡期結束 (2025.5.31) 后,相關廠商所生產、銷售的合成樹脂則必須要符合正面清單的要求。
IQTC建議
提醒相關生產和出口企業需要重點關注此正面清單,在正面清單實施后,務必保證所生產、銷售的合成樹脂都符合正面清單的要求,以免造成通關受阻。
來源 | 國家食品接觸材料檢測重點實驗室(廣東),IQTC,原標題《日本食品接觸材料正清單重要更新,出口企業需關注!》
作者 | 尹琴、丁曉
責編 | 潘靜靜 博士
——————
我們總部實驗室是國家食品接觸材料檢測重點實驗室,可以做食品接觸材料GB4806系列標準檢測,也可以做日本厚生勞動省370公告要求的食品接觸材料檢測。有需求的企業可以與我們聯系。
聯系人:鄒工
食品接觸材料(Food Contact Material,以下簡稱FCM)是指與食品接觸的包裝、容器、以及加工器械等,在我們日常生活中隨處可見。FCM制品通常是由不同種類的化學物質,經過工業加工而成,在實際使用時,殘留其中的化學物質可能會向所接觸的食品發生遷移,從而污染食品,因此,FCM制品的質量直接關系到食品的安全。
在日本,食品安全法(日本1947年第233號法規)作為食品及與食品接觸相關制品衛生安全的法律,對FCM的產品質量提出了一系列基本要求。此外,在日本食品安全法中,FCM又簡稱UCP,根據與食品接觸的時間和功能不同,主要分為食品容器/包裝,和用于食品加工、烹飪用的兩大類。為了落實食品安全法對FCM提出的衛生安全要求,日本衛生和勞動福利部(簡稱MHLW)根據FCM用途和材質的不同,制定了通用、特定材料以及特定用途3大類監管要求。
2021年12月24日版本清單 新增125種可安全用于食品接觸材料的物質。具體修訂清單包括:
基礎聚合物(塑料)增加22種新物質、刪除2個物質,對20個物質的名稱、CAS或特殊限制要求進行了修訂。對1個物質的可接觸食品類型進行了修訂。
基礎聚合物(涂層)正清單增加55種新物質、刪除1個物質,對8個物質的名稱、CAS或特殊限制要求進行了修訂。
基礎聚合物(微量單體)增加2種新物質。
添加劑正清單增加46種新物質,對56個物質的名稱或CAS進行了修訂,62個物質的使用限量或特殊限制要求進行了修訂。另外添加劑正清單還預計對部分物質進行整合。
日本的食品接觸腳相關要求基本應其在1947年頒布的《食品衛生法》(Food Sanitation Law 370),日本厚生勞動省負責為食品 衛生法制定相關的配套標準。1959年發布的第370公吉《食品、食品添加劑等的規范標準》中的第三章則是關于食品容器、和包裝 的規定。
R=1.時,在老化后微孔PU彈性體的硬度幾乎不變;R=1.5的彈性體硬度在老化后略有增加。壓縮變定R值不同制得的兩種密度相同的微孔彈性體在維持壓縮5%下,于7℃空氣中老化22h和72h后的壓縮變定。在7℃老化下,R值為1.5的微孔彈性體的壓縮變形小,壓縮變定性能優于R值為1.的彈性體。這是因為R值從1.變化到1.5時,彈性體的交聯密度增加,微孔PU彈性體的壓縮變形較小。
Dyneon目前正在研究把可控結構的烴類嵌段共聚物作為相容劑和偶聯劑,用于納米熔融混合法制備的蒙脫土/聚烯烴(苯)納米復合材料。據內爾森稱,這些新開發的C:M助劑為納米粘土提供了良好的分散性能以及與樹脂母體間堅固的界面。在親水的粘土和憎水的聚烯烴母體間由于不相容,粘土的分散通常收到阻礙。另外,粘土層間有強烈的相互集聚的傾向,這使粘土難于分散于聚合物。現有的助劑包括馬來酸酐接枝聚烯烴可以增強有機改性粘土的剝離和分散,但其缺點非常明顯:添加量很大。
UV射線通過玻璃罩照射在一薄層液態光敏樹脂表面,玻璃罩上透光部分與零件截面形狀相同,零件截面形狀部分被固化,其余部分仍為液態樹脂,將其吸掉,然后用蠟代替它。下一層零件就可以在此基礎上進行制做,當零件的所有層均制做完成后,整個零件就被埋置在一大塊蠟之中。可以通過熔化將蠟去除掉,剩下的就是由完全固化的樹脂形成的零件。此外,還有一些較為成熟的RP技術,,3DP(Three-DimensionalPrinting)工藝,即三維印刷或三維打印,它采用逐點噴灑粘結劑來粘結粉末材料來制造原型;BPM(BallisticParticleManufacturing)工藝,即彈道粒子制造,它采用具有五軸自由度的噴頭噴射熔融材料的方法來制造原型;PCM(PatternlessCastingManufacturing)工藝,即無木模鑄造,它采用逐點噴灑粘結劑和催化劑的方法來實現鑄造沙粒間的粘結,這一技術由清華大學開發成功;MJS(MultipleJetSolidification)工藝,亦稱為多相噴射固化,它采用活塞擠壓熔融材料使其連續地擠出噴嘴方法來堆積成形;CC(ContourCraft)工藝,亦稱為輪廓成形工藝,它采用堆積輪廓和澆鑄熔融材料相結合的方法來制造原型,這種工藝在堆積輪廓時采用了簡單的模具等。
相關產品
 請聯系我們詢價
請聯系我們詢價- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
產品分類
聯系方式
- 電 話:13760668881
- 銷售工程師:鄒工
- 手 機:13760668881
- 微 信:13760668881











